PROJECT SPOTLIGHT
Bergerson Construction, Inc.
Marine & Heavy Civil Construction
55 Portway • Astoria, OR 97103
(503) 325-7130 • CCB# 63328
www.bergerson-const.com
bedrock, but dense silt pockets were
encountered during driving at times, leading
to termination of driving at unexpected
depths.
One of the major challenges for
Thatcher was the installation of the batter
pile clusters. The piles were battered
in both directions and intersected in the
middle of the piles cap approximately 70
feet below the ground surface. With only
eight inches of clearance between piles,
installing the piles just four inches out of
their specified locations would lead to a
collision of the batter pile rows.
Installation of the piles to this precision
at a steep batter angle on large diesel
hammers required construction of a specialty
pile driving template to hold the
bottom of the leads in the exact position.
First, the vertical pile rows were installed,
and then a rail was attached to the top
of those piles. The hammer leads were
placed on the rail in order to orient the
piles to the correct batter.
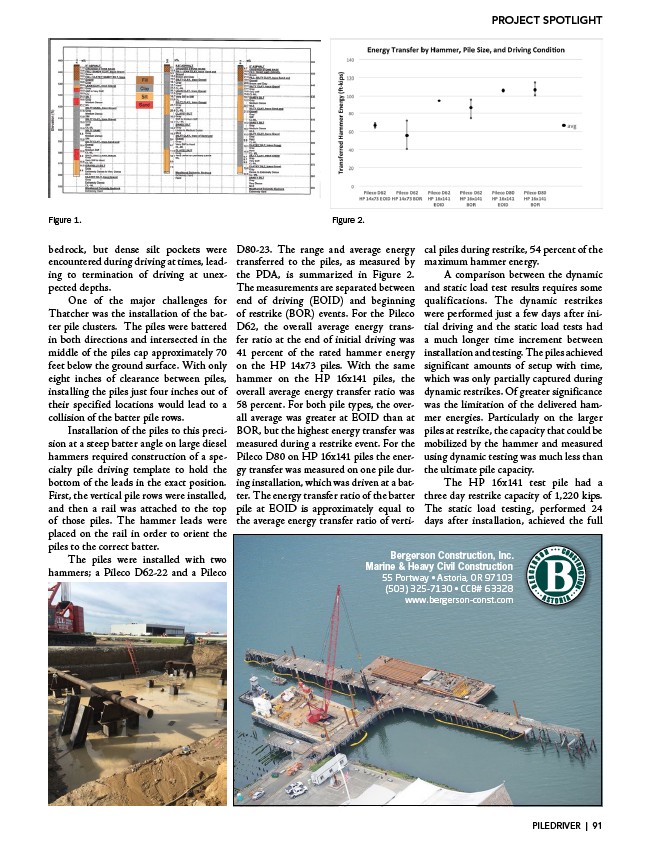
The piles were installed with two
hammers; a Pileco D62-22 and a Pileco
D80-23. The range and average energy
transferred to the piles, as measured by
the PDA, is summarized in Figure 2.
The measurements are separated between
end of driving (EOID) and beginning
of restrike (BOR) events. For the Pileco
D62, the overall average energy transfer
ratio at the end of initial driving was
41 percent of the rated hammer energy
on the HP 14x73 piles. With the same
hammer on the HP 16x141 piles, the
overall average energy transfer ratio was
58 percent. For both pile types, the overall
average was greater at EOID than at
BOR, but the highest energy transfer was
measured during a restrike event. For the
Pileco D80 on HP 16x141 piles the energy
transfer was measured on one pile during
installation, which was driven at a batter.
The energy transfer ratio of the batter
pile at EOID is approximately equal to
the average energy transfer ratio of vertical
piles during restrike, 54 percent of the
maximum hammer energy.
A comparison between the dynamic
and static load test results requires some
qualifications. The dynamic restrikes
were performed just a few days after initial
driving and the static load tests had
a much longer time increment between
installation and testing. The piles achieved
significant amounts of setup with time,
which was only partially captured during
dynamic restrikes. Of greater significance
was the limitation of the delivered hammer
energies. Particularly on the larger
piles at restrike, the capacity that could be
mobilized by the hammer and measured
using dynamic testing was much less than
the ultimate pile capacity.
The HP 16x141 test pile had a
three day restrike capacity of 1,220 kips.
The static load testing, performed 24
days after installation, achieved the full
Figure 1. Figure 2.
PILEDRIVER | 91
/www.bergerson-const.com
/www.spe-usa.net
/WWW.SPE-USA.NET
link